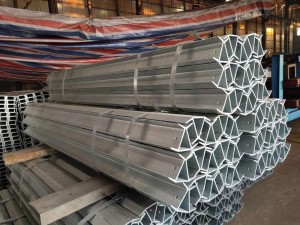
Steel Fabricated C Z U



What are the production processes of Cold Formed Section Steel ?
The production process of cold-rolled strip mills mainly controls billet preparation, pickling, cold rolling, annealing and finishing.
The blank preparation requires chemical composition, width and thickness scales (three-point difference and same line difference), and the sickle bend should meet the requirements, and the surface should be smooth and free of cracks, folds, delamination, pores, non-metallic inclusions, etc.
Strip steel should be straightened and butt welded before pickling for successive pickling. The main purpose of pickling is to get rid of iron oxide scale. During the pickling process, the concentration and temperature of the acid solution and the content of ferrous salt in the acid solution should be controlled.
In order to control the thickness and plate shape, the reduction, speed, tension and roll shape should be adjusted. The thickness is mainly controlled by AGC, and the shape of the plate is mainly controlled by adjusting the roll profile (roll crown and crown compensation method), such as HC, CVC, etc.
Annealing is divided into center annealing and finish annealing. Center annealing is to eliminate work hardening, and product annealing is to obtain the required structure and function. Annealing furnaces include successive annealing furnaces and bell-type annealing furnaces. The annealing process of the bell-type annealing furnace should control the proportion of the protective gas in the furnace, the heating time, and the cooling time; the annealing process of the successive annealing furnace should control the temperature, speed, time and atmosphere according to the annealing curve. Control the strip tension in the furnace to ensure the plate shape, and control the furnace roll crown to avoid strip deviation.
Finishing includes flattening, cutting, oiling and packaging. Flatness can improve the shape of the plate, clean the surface and get the required functions. The flattening process should control the elongation of the strip, and the shearing should mainly control the scale and surface quality, the oil should be uniform, and the packaging should meet the specified requirements, which is conducive to storage, transportation and delivery.



| NO. | Size | Thickness | Type | Surface Treatment |
||
| mm | Inch | Thickness | Gauge | |||
| A | 21*10 | 13/16*13/32" | 1.0,1.5,2.0,2.5,2.75,3.0 | 19,16,14,12 | Slotted,Solid | HDG,PG,PC |
| B | 21*21 | 13/16*13/16" | 1.0,1.5,2.0,2.5,2.75,3.0 | 19,16,14,12 | Slotted,Solid | HDG,PG,PC |
| C | 41*21 | 1-5/8*13/16" | 1.0,1.5,2.0,2.5,2.75,3.0 | 19,16,14,12 | Slotted,Solid | HDG,PG,PC |
| D | 41*22 | 1-5/8*7/8" | 1.0,1.5,2.0,2.5,2.75,3.0 | 19,16,14,12 | Slotted,Solid | HDG,PG,PC |
| E | 41*25 | 1-5/8*1" | 1.0,1.5,2.0,2.5,2.75,3.0 | 19,16,14,12 | Slotted,Solid | HDG,PG,PC |
| F | 41*41 | 1-5/8*1-5/8" | 1.0,1.5,2.0,2.5,2.75,3.0 | 19,16,14,12 | Slotted,Solid | HDG,PG,PC |
| G | 41*62 | 1-5/8*27/16" | 1.0,1.5,2.0,2.5,2.75,3.0 | 19,16,14,12 | Slotted,Solid | HDG,PG,PC |
| H | 41*82 | 1-5/8*3-1/4" | 1.0,1.5,2.0,2.5,2.75,3.0 | 19,16,14,12 | Slotted,Solid | HDG,PG,PC |



All cold formed steel c profile are shaped by automatic processing by C-steel make-up machine ,which according to given C-steel sizes,can automatically complete C-steel’s forming process.
Feeding-Flattening-Forming-Sizing-Aligning-Length Measurement-Punching Round Hole for Tie-bar -Punching Oval Connection Hole-Molding Cutting-off